что это такое и принцип действия
Бункер сушилка для полимеров: что это такое и принцип действия8 апреля 2019 года
Термопластичные полимеры гигроскопичны. Они имеют свойство впитывать влагу из окружающего воздуха, что в конечном итоге влияет на качество литых пластмассовых изделий.
Сушка является важным этапом подготовки сырья к переработке.
Широкая линейка недорогих и качественных бункер сушилок для полимеров серии HHD китайского производителя HuaRE представлена в ООО «ИМСТЕК».
Все модели оснащены:
Управление осуществляется с помощью микропроцессора с цифровым дисплеем. Индивидуально для каждого полимера устанавливаются параметры: скорость потока воздуха, температура и время сушки.
По желанию заказчика агрегат укомплектовывается пыле- и металлоулавливающими устройствами.
Бункерные сушилки HHD отличаются минимальными затратами на обслуживание при высокой эффективности.
Что это такое и принцип работы
Бункерная сушилка для полимеров предназначена для сушки дробленого или гранулированного сырья.
Состоит из цилиндрической емкости с основанием в виде конуса. Бункеры оснащены крышкой и смотровым стеклом. Цилиндрическая форма бункера обеспечивает равномерность воздушного потока и свободное перемещение гранул внутри агрегата. Гарантирует качественную сушку материала.
Сушилка устанавливается непосредственно на горловину экструдера или термопластавтомата, тем самым экономя пространство. Может размещаться на подвижной раме, рядом с перерабатывающей машиной.
Рисунок 1. Бункер сушилка установленная на термопластавтомат.
Пластмассовый гранулят загружается в машину сверху. Снизу подается нагретый в калорифере воздух, удаляющий влагу с поверхности гранул.
Прошедший через слой полимера воздушный поток очищается от пыли, выводится наружу или поступает в холодильник, где влага конденсируется. Охлажденный воздух снова поступает в калорифер для нагревания и возвращения на повторный цикл.
Сухие гранулы перемещаются в термопластавтомат или экструдер для дальнейшей переработки. Одновременно с выгрузкой высушенного гранулята, в верхнюю часть устройства загружается новая порция сырья вручную или при помощи вакуумного загрузчика.
Бункер и все основные комплектующие выполнены из качественной нержавеющей стали, предотвращающей загрязнение исходного продукта, обеспечивающей длительный срок службы станка.
Содержание влаги в полимерном сырье может привести к следующим последствиям:
Температура воздуха при сушке не должна превышать 70-80°С, во избежание повреждения структуры полимеров.
Основные технические характеристики
Бункер-сушилки для полимеров отличаются высокой эффективностью, минимальным электропотреблением, быстротой сушки, удобством управления.
Основные характеристики:
При использовании просушенных полимерных гранул, повышается скорость впрыска расплавленного сырья в пресс-формы.
Разновидности и модели
Бункер-сушилки для полимерного сырья могут быть непрерывного или цикличного действия.
Модели различаются технологией сушки:
- Сушка горячим воздухом, через влагопоглотители, встроенные в агрегат. Воздух забирает влагу из полимерного сырья, проходит через регенерирующие фильтры, где избавляется от влаги, и уходит на следующий цикл.
 Бункерные сушилки действуют по принципу конвекции. Эффективны для удаления поверхностной влаги. Экономичны и просты в эксплуатации. Не подходят для полимеров, имеющих внутреннюю влагу.
Бункерные сушилки действуют по принципу конвекции. Эффективны для удаления поверхностной влаги. Экономичны и просты в эксплуатации. Не подходят для полимеров, имеющих внутреннюю влагу. - Сушка сжатым воздухом, поглощающим влагу из материала при расширении внутри бункера. В бункер подается предварительно осушенный и подогретый для нужной температуры сжатый воздух. Исходящий воздух вместе с влагой удаляется наружу. Сжатый воздух имеет свойство поглощать влагу из сырья более эффективно, чем несжатый. Обработка сжатым воздухом подходит для подготовки материала с высокими требованиями к качеству изделий.
- Сушка подогретым воздухом. Такой способ наименее эффективен, так как используется воздух из помещения, который может иметь повышенную влажность. Подогретый и насыщенный влагой воздух, проходя через полимерные гранулы выбрасывается в помещение. Это увеличивает влажность и температуру окружающей среды. Большие тепловые потери ведут к не эффективному расходу электроэнергии. Технология подходит для полимеров с невысокими требованиями к качеству сушки.
 Бункерные сушилки действуют по принципу конвекции. Эффективны для удаления поверхностной влаги. Экономичны и просты в эксплуатации. Не подходят для полимеров, имеющих внутреннюю влагу.
Бункерные сушилки действуют по принципу конвекции. Эффективны для удаления поверхностной влаги. Экономичны и просты в эксплуатации. Не подходят для полимеров, имеющих внутреннюю влагу.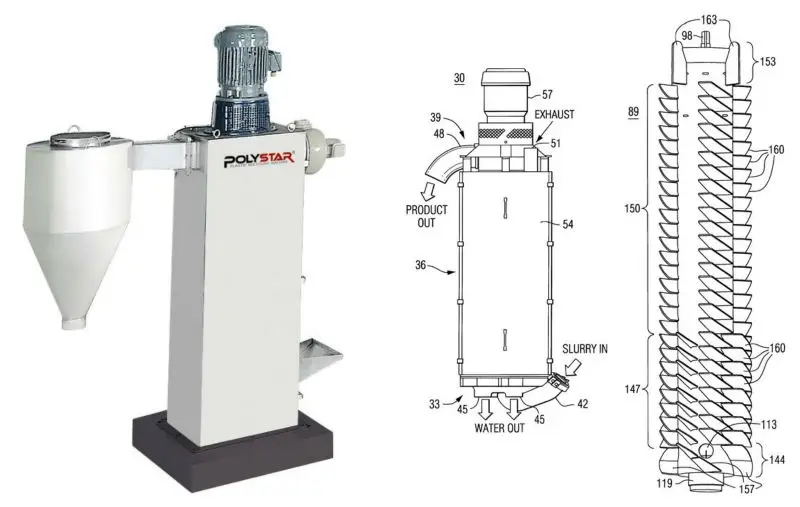
По способу подвода тепла:
Самые популярные на Российском рынке модели:
- Бункер-сушилки для полимеров серии HHDОдна из самых эффективных и экономичных моделей для пластмассового сырья. Сушка горячим воздухом позволяет обрабатывать от 12 до 1000 килограммов полимерных гранул.
Рисунок 2. Сушилка для полимеров серии HHD.
- Бункер- сушилка для полимеров серии SHDОбъем перерабатываемого материала от 12 до 300 килограммов. Сушка происходит горячим воздухом.Модели с индексом «М» дополнительно комплектуются магнитной базой, с индексом «Т» — 24 часовым таймером, с индексом «I» имеют термоизолированный корпус.
Рисунок 3.
Бункер сушилка SHD. - Сушилка с влагопоглотителем PDDВыполнена в виде моноблока из сушильного устройства и влагопоглотителя с встроенным нагревателем. Замкнутый цикл сушки позволяет добиться высокого качества сырья.
 Бункер сушилка SHD.
Бункер сушилка SHD.
Рисунок 4.Сушилка с влагопоглотителем PDD.
Основные производители
На российском рынке в широком ассортименте представлено оборудование для переработки пластмасс производителей из Китая.
Основные из них:
Все бункерные сушилки для полимеров обладают высокой производительностью, надежностью и долговечностью.
Они экономичны и доступны по стоимости.
Надежная автоматическая защита обеспечивает безопасность работы.
Простое устройство и понятная система управления позволяет легко обслуживать и эксплуатировать агрегаты.
Советы по выбору
При выборе сушильных агрегатов стоит учитывать:
При покупке агрегата стоит обращать внимание на наличие циклонного пылеуловителя, который предотвращает выдув гранул или пыли через вентиляционный патрубок машины.
Если в комплектации сушилки такая функция отсутствует, пылеуловитель стоит заказать дополнительно.
Вахитов Ринат
Похожие статьи
Ваше имя (обязательно)
Телефон (обязательно)
Комментарий
Пожалуйста, докажите, что вы человек, выбрав звезду.
Ваше имя (обязательно)
Телефон (обязательно)
Комментарий
Пожалуйста, докажите, что вы человек, выбрав сердце.
Ваше имя (обязательно)
Телефон (обязательно)
Пожалуйста, докажите, что вы человек, выбрав дом.
Зачем нужны сушилки для полимеров
- Фотогалерея
- Зачем нужны сушилки для полимеров?
- Параметры сушки
- Наши сушилки
- Типы полимеров
- Сушильное оборудование
- Оставить заявку
- Полезные ссылки:
- Каталог сушилок
Правильно обработанные полимеры — это залог создания прочных и лишенных физических дефектов материалов и изделий. Необходимые характеристики достигаются путем соблюдения рекомендаций производителя пластика, которые будут включать определенный уровень «сухости ». Когда пластик нагревается выше его температуры плавления, влага в смоле разрушает молекулярные полимерные цепи на более короткие кусочки. Это может снизить характеристическую вязкость смолы и ухудшить рабочие характеристики готового изделия.
Зачем нужны сушилки для полимеров?
Целью сушилки для пластика является удаление перед обработкой влаги из смолы до приемлемого уровня. Между цепями воды и полимера существует притяжение, и для их отделения друг от друга требуются усилия. Тепло уменьшает притяжение между молекулами воды и полимера, облегчая их разделение во время процесса сушки. Достаточная сушка будет сохранять характеристическую вязкость высокой, поддерживая эти длинные молекулярные цепи. Проблемы качества изготовления, которые обычно возникают с влагой, устраняются при правильной сушке.
Между цепями воды и полимера существует притяжение, и для их отделения друг от друга требуются усилия. Тепло уменьшает притяжение между молекулами воды и полимера, облегчая их разделение во время процесса сушки. Достаточная сушка будет сохранять характеристическую вязкость высокой, поддерживая эти длинные молекулярные цепи. Проблемы качества изготовления, которые обычно возникают с влагой, устраняются при правильной сушке.
Обогреватели технологического воздуха играют важную роль в средах сушки смолы. Они нагревают гранулы полимеров, ослабляют водно-полимерные связи, повышают температуру воздуха с низкой точкой росы, а в некоторых процессах они помогают «регенерировать» специальный химикат для сушки, называемый «осушителем».
Параметры сушки
Смолы подвергаются четырем параметрам сушки. Температура, точка росы, поток воздуха и время — все это важные факторы, которые мы можно контролировать. Производитель смолы предложит условия, которые должны быть достигнуты внутри сушильного бункера, на основе этих параметров.
Производитель смолы предложит условия, которые должны быть достигнуты внутри сушильного бункера, на основе этих параметров.
Температура сушки может варьировать от низких 82 °С до 200 ° С. Если температура будет ниже рекомендованной, влага останется в пластике, выше рекомендованной и гранулы могут начать комковаться.
Перед тем, как осушенный воздух поступает в бункер, он часто нагревается. Этот горячий и сухой воздух действует как губка, впитывая влагу из гранул. Высокотемпературный воздух также используется для регенерации осушителя путем удаления влаги, чтобы его можно было повторно использовать.
Расход воздуха
Воздух должен двигаться так, чтобы сухой жар достигал гранул и отводил влажный воздух от системы. Скорость воздушного потока должна быть достаточно высокой, чтобы теплый осушенный воздух эффективно работал внутри бункера, но не настолько высокой, чтобы энергия терялась или материал начинал плавиться. Идеальный поток воздуха в любой конкретной ситуации будет зависеть от множества переменных, которые будут уникальными для каждого события сушки, включая пропускную способность материала и размер бункера.
Идеальный поток воздуха в любой конкретной ситуации будет зависеть от множества переменных, которые будут уникальными для каждого события сушки, включая пропускную способность материала и размер бункера.
Популярные сушилки для пластика
Воздушный поток: 80 м3/час
Количество полок: 5 шт
Темп. диапазон: 40-200 °С
D-20L/30H
Объем бункера: 20 л
D-40L/50H
Объем бункера: 40 л
D-40U/30H
Объем бункера: 40 л
D-40U/50H
Объем бункера: 40 л
Воздушный поток: 50 м3/час
Объем бункера: 12 кг
Объем бункера: 25 кг
Объем бункера: 40 л
Объем бункера: 80 л
D-160U
Объем бункера: 160 л
Время сушки
Гранулы должны быть тщательно нагреты, чтобы молекулы воды в центре гранул освободились от полимерных цепей. Молекулы воды, которые перемещаются более свободно, могут мигрировать на поверхность гранулы при попадании в осушенный воздух.
Полимерные смолы являются плохими проводниками, и требуется время, чтобы тепло достигло центра гранулы. Затем теплому влажному воздуху требуется некоторое время для диффузии из гранулы в сухой воздух бункера. При надлежащих условиях большая часть влаги легко удаляется. Влага глубоко внутри гранулы, однако, займет больше времени. Хотя большая часть влаги может уходить в течение первого часа, может пройти еще три часа или более, прежде чем конкретная смола станет достаточно сухой.
Типы полимеров
Смоляные гранулы являются либо гигроскопичными, либо негигроскопичными.
Гигроскопичные
Влага проникает на поверхность гигроскопичных гранул и делает это до тех пор, пока не будет достигнуто равновесие влаги. Влага внутри гранулы притягивается к цепям молекулярного полимера. Тепло может ослабить связи между влагой и полимерными цепями, но одного тепла недостаточно, чтобы удалить влагу из глубины гранул. Должен быть очень сухой воздух, окружающий гранулы, чтобы влага вышла из гранулы в поисках нового равновесия.
Негигроскопичные
Влага не проникает внутрь негигроскопичного полимера, а скорее конденсируется на поверхности. Подвергая гранулы достаточно нагретому воздушному потоку обычно достаточно, чтобы высушить гранулы. Негигроскопичные смолы включают ПВХ, полистирол, полиэтилен и полипропилен.
Сушильное оборудование
Существует много различных типов аппаратов для сушки пластмасс, и в разработке находятся новые инновационные подходы. Наиболее распространенными решениями являются осушители горячим воздухом, сменным осушителем и сжатым воздухом. Все они используют обогреватели, но по-разному.
Сушилки горячим воздухом
Это относительно недорогие сушилки с простыми устройствами, используемые в основном для удаления поверхностной влаги с негигроскопичных смол. Основные компоненты включают нагреватель, вентилятор и контроллер. Они иногда используются с избранными гигроскопичными смолами, когда применение имеет менее строгие требования к влажности и производство находится в сухом климате. Конфигурация сушилки горячим воздухом не является замкнутой системой. Им труднее добиться консистенции влаги в гигроскопичных смолах, особенно когда в местном климате различное количество влаги в воздухе. Потери тепла можно уменьшить с помощью теплоизоляционного покрытия.
Конфигурация сушилки горячим воздухом не является замкнутой системой. Им труднее добиться консистенции влаги в гигроскопичных смолах, особенно когда в местном климате различное количество влаги в воздухе. Потери тепла можно уменьшить с помощью теплоизоляционного покрытия.
Осушители
Осушитель — это материал, который притягивает и удерживает влагу на своей поверхности в процессе, называемом адсорбцией. Когда материал становится насыщенным, он больше не может удалять влагу из воздуха. Влагопоглотитель повторно используется после прохождения процесса, называемого «регенерация», при котором влагопоглощающий осушитель нагревается, а влага высвобождается и удаляется.
Технологические нагреватели, используемые в сушилке с осушителем, будут зависеть от нескольких факторов, включая мощность, расход воздуха и допустимое пространство. Минимум 180 ° С требуется для эффективного выделения влаги с поверхности гранул осушителя. Нагреватель-осушитель в сборе может создавать температуру до 300 ° С. Движущийся воздух уносит влагу, оставляя осушитель сухим и готовым к повторному использованию.
Движущийся воздух уносит влагу, оставляя осушитель сухим и готовым к повторному использованию.
В башенных сушилках используются отдельные отсеки, заполненные шариками осушителя, один для поглощения влаги, а другой для регенерации.
Карусельные сушилки схожи, но имеют механизм, облегчающий переключение между влажными и сухими слоями осушителя. Третье инновационное устройство для сушки смолы использует пористое колесо из осушителя. Эта конструкция «ротора» имеет преимущества, в том числе улучшенный поток воздуха через осушающий материал и большую площадь поверхности, поглощающей влагу.
Сушилки сжатым воздухом
Когда воздух становится сжатым до нормального атмосферного давления, точка росы этого воздуха значительно уменьшается. Нагревание того же воздуха сделает его еще более похожим на губку. Этот теплый сухой воздух затем пропускается через бункер. Хороший поток воздуха является залогом качественных результатов сушки. Разновидностью традиционной сушилки сжатым воздухом является сушилка сжатого воздуха с влагоотводящей мембраной. Добавление мембраны может быть важным, если ваш заводской сжатый воздух незначительный. Конфигурация со сжатым воздухом может быть более рентабельной при коротких пробегах, высоких температурах и более низкой производительности.
Добавление мембраны может быть важным, если ваш заводской сжатый воздух незначительный. Конфигурация со сжатым воздухом может быть более рентабельной при коротких пробегах, высоких температурах и более низкой производительности.
Вакуумные сушилки
Эти установки сушат гигроскопичные смолы, создавая вакуум, который снижает температуру кипения воды, а затем вытягивает пары влаги из гранул. Нагреватели первоначально повышают температуру гранул, так что влага из них высвобождается из их связи с молекулами полимера. Пары влаги выходят из гранул при повторном воздействии сильного вакуума. Поскольку температура кипения воды будет намного ниже, температура сушки также может быть ниже.
Рейтинг: 2.5/5 — 2 голосов
Поделиться:
Сушка полимера (включая осушающие сушилки, барабанные сушилки, сушилки низкого давления, вакуумные сушилки)
Сушка полимера (включая осушающие осушители, барабанные сушилки, сушилки низкого давления, вакуумные сушилки)- Главная
О
О БНФ
- О БНФ
- История БНФ
- Кто есть кто на БНФ
- Конференц-залы
- Industry Figures
- Contact Us
Become a Member
- Join the BPF
BPF Key Docs
- Annual Review
- Members’ Directory
- Business Conditions Survey
BPF Structure
Advertise
- Медиа-пакет
Новости
СМИ и общественность
- Информация для СМИ
- Информация для общественности
Общие обновления
- Присоединяйтесь к списку рассылки
События
BPF Events
- Seminars
- Архив Вебинар .
- .
- Horners Awards
Выставки
- Выставки
Проблемы
Окружающая среда
- Морские отходы
- Эксплуатация Clean Sweep
- Устойчивое развитие
Упаковка
- Пластмассы: концепция экономики замкнутого цикла
- Где я могу переработать свой пластик?
- Упаковка
- ECO Design
Health
- Coronavirus Обновление
- Health & Safect
Plastipedia
Пластиковые материалы
- Аказоры пластиков
- 0003 A-Z добавки
- Полимер: термопластика
- Полимер: Thermosets
- Полимер: на основе био/дегстратации
- Цены на полимер
- Зона
- Приложения Приложения.
- Plastipedia Home
- Энергопотребление
- Стандарты
- Литература и руководства BPF
- Анализ жизненного цикла
Пластмассовые процессы
Directory
Search
- Home
- Search Directory
- Directory A-Z
Browse
- Location & Category
- Business Category
- BPF Member Group
Find a Supplier
- Вакансии
Личный кабинет
Большинство необработанных пластиковых материалов выглядят сухими. Однако не всегда все так, как кажется. Гигроскопичные материалы, такие как поликарбонат, нейлон и ПЭТ, притягивают влагу из окружающего воздуха. Таким образом, хотя он производится «сухим», к тому времени, когда он попадает в процессор, он уже имеет некоторое содержание влаги. Во время обработки происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Для изготовления хорошего продукта необходимы длинные полимерные цепи. Короткие цепи приводят к некачественному литью.Попытка обработки сырья с высоким содержанием влаги может привести к ряду крайне дорогостоящих проблем, таких как качество продукта с точки зрения прочности и внешнего вида.
Следует также учитывать, что чрезмерное высыхание материала в течение слишком долгого времени или при слишком высоких температурах также может привести к катастрофическим последствиям. Если цветные пигменты используются при чрезмерной сушке, и слишком длительное время пребывания в процессе сушки может привести к изменению цвета, что может привести к его потемнению.
Итак, какие варианты есть у переработчиков пластмасс, чтобы убедиться, что их сырье находится в оптимальном состоянии для переработки?
Содержимое
1 Влагопоглотительные осушители
2 Осушители с вращающимся колесом
3 Осушители низкого давления или вакуумные осушители
4 Осушители со сжатым воздухом
5 Осушители с горячим воздухом1 Влагопоглотители
Влагопоглотители предназначены для удаления влаги из пластикового материала перед обработкой.
Воздух пропускается через осушающий слой, что делает его чрезвычайно сухим. Затем этот воздух нагревается до заданной температуры и подается в сушильный бункер, содержащий подлежащий сушке материал. Этот горячий сухой воздух вытягивает влагу из материала; затем насыщенный воздух подается из сушильного бункера и снова проходит через слой влагопоглотителя, чтобы удалить влагу, прежде чем цикл начнется снова. Этот влагопоглотитель имеет ограниченную способность удерживать влагу до того, как его потребуется регенерировать (высушить). Как правило, переработчики пластмасс используют регенеративные или двухбашенные сушилки, и в этом случае, когда слой влагопоглотителя достигает своей влагоудерживающей способности, поток воздуха автоматически переключается на второй слой влагопоглотителя, чтобы процесс сушки продолжался. В то же время первый слой влагопоглотителя регенерируется путем нагревания для удаления влаги, охлаждается, после чего он снова готов к поглощению влаги.PMR0124
2 Ротационные сушилки
Роторные сушилки были разработаны для решения проблем с потреблением энергии и других доходов, связанных с другими типами сушки.
Роторные осушители имеют постоянную точку росы, в то время как в осушителях с двумя осушителями точка росы вначале очень низкая, но увеличивается по мере насыщения слоя осушителя. Когда поток воздуха переключается на второй слой влагопоглотителя, точка росы снова становится низкой. Контроль точки росы является конструктивной особенностью роторных сушилок, которая позволяет пользователю выбирать точку росы, подходящую для обрабатываемого материала, и поддерживать ее. Это особенно полезная функция, поскольку она практически исключает пересушивание. Некоторые модели роторных осушителей могут сэкономить до 40 % энергопотребления по сравнению с наиболее эффективными осушителями с двумя осушителями благодаря более низкой температуре регенерации. Эта цифра зависит от производителя осушителя и может быть меньше, если в конструкцию входит только трехступенчатая схема. Доступна 4-ступенчатая технология. В роторных осушителях используется вращающееся колесо, которое непрерывно подает осушенный осушитель благодаря своей способности регенерировать осушитель, насыщенный влагой, за один и тот же цикл вращения. В то время как осушающий слой, используемый в традиционных сушилках-осушителях, состоит из гранул осушителя и глиняного связующего вещества, которое разлагается, в сушилках с вращающимся колесом используется в 3 раза больше чистого осушителя. Влагопоглотители в осушителях с двумя башнями регенерируют при температуре 320°C, однако в роторной сушилке это составляет 140°C. Они не используют охлажденную воду и не требуют сжатого воздуха.
Центральная система сушки3 Осушители низкого давления или вакуумные осушители
Осушители низкого давления или Вакуумные сушилки ускоряют процесс сушки пластиковых материалов за счет использования вакуума для снижения точки кипения воды со 100 °C до 56 °C. Влага быстро удаляется из нагретого материала. Оставляя его в состоянии для формования или экструдирования. Как правило, эти сушилки низкого давления высушивают материалы за одну шестую часть времени, необходимого адсорбционной сушилке, а использование вакуума обеспечивает множество технологических преимуществ и преимуществ в плане доходов по сравнению с традиционными методами сушки.
Этот метод сушки вообще не использует влагопоглотитель и поэтому не только экономит расходы, но и экономит время, необходимое для обслуживания и замены влагопоглотителя. Малое время сушки, предлагаемое этими машинами, снижает риск деградации материала из-за воздействия на материал длительного времени сушки.
LPD — применение в чистых помещениях4 осушителя сжатого воздуха
Осушители сжатого воздуха , компактные и легкие, эти осушители спроектированы таким образом, чтобы соответствовать горловине перерабатывающей машины, хотя можно использовать отдельно стоящую раму. Как правило, это метод сушки, используемый для машин с меньшей производительностью. Осушитель сжатого воздуха оснащен двумя слоями влагопоглотителя так же, как осушитель-осушитель. Основное различие между ними заключается в том, что поток воздуха создается сжатым воздухом, а не механическими нагнетателями с электрическим приводом.
5 Осушители горячим воздухом
Сушилки горячим воздухом предназначены для удаления поверхностной влаги с негигроскопичного материала и предварительного нагрева материала перед обработкой. Такой предварительный нагрев особенно удобен в тех случаях, когда материал хранился на улице в холоде и переносится в более теплые и влажные условия для обработки. Обычно они состоят из хорошо изолированного бункера с прикрепленным воздуходувкой и нагревателем. Через гранулы материала продувается горячий воздух, а влажный воздух выбрасывается в атмосферу.
Страница спонсирована
Summit Systems — Автоматизация пластмасс
Электронная почта: [email protected]
Интернет: www.summitsystems.co.ukBPF насчитывает более 500 членов и предлагает бесплатную услугу поиска поставщика.
Просто заполните форму ниже, и BPF направит ваш запрос соответствующим компаниям, которые могут предоставить материал, который вы ищете.Если вы не хотите, чтобы ваш запрос отображался в защищенной зоне для членов BPF, пожалуйста, вместо этого отправьте запрос здесь .
Заполните мою онлайн-форму.
Сушка пластмасс — Центр знаний геологоразведчика
Опубликовано автором Приглашенный автор
Поделитесь этой статьей:
By John Bozzelli
Фон:
Почему сушка пластика так важна? Конечно, для удаления влаги, но зачем ее удалять перед обработкой? Если такие материалы, как нейлон, поликарбонат, ПБТ, ПЭТ и множество других, обрабатываются без удаления воды, физические свойства этой смолы/детали будут нарушены. Во время обработки в бочке происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Длинные цепи – достойные свойства, короткие цепи – детали выйдут из строя. Забудьте о расширении; требуется всего лишь немного воды, чтобы нанести ущерб. Расплескивание происходит при большом количестве воды. Детали будут выглядеть нормально, но не работать. Что еще хуже, если неисправная деталь будет сохранена, может быть возбужден судебный процесс. Деталь можно легко проанализировать, чтобы проверить размер цепи. Итак, умный формовщик следит за тем, чтобы сушилка работала. Будет меньше проблем с обработкой, так как влага часто влияет на вязкость. Последовательная и правильная сушка обеспечивает более надежный и стабильный процесс.Правильный подбор бункера
В качестве примера возьмем поликарбонат (PC). Легко сказать: высушите ПК при 250 °F (120 °C) в течение 4 часов, но детали поражают. Начните с бункера. В большинстве отраслей промышленности используется конус с неправильным углом (120°) на дне бункера; он должен быть включен на 60°. Спросите фермера, почему. Это связано с потоком через бункер. Промышленность делала это неправильно в течение 40 лет.Температура на входе и выходе
Далее, какая температура на входе? Она должна быть 250 °F. Проверьте его, а еще лучше поставьте дешевый металлический термометр на вход И выход. Следите за этими температурами. Если температура на выходе ниже ~200 °F (96 °C) что-то не так. Утечка, скорее всего, в порту погрузки. Поскольку вся загрузка, очистка и т. д. выполняются через этот порт, почему прокладки не сделаны как дверца холодильника — самоуплотняющиеся? Далее, трубка подачи горячего сухого воздуха опускается в самое дно конуса? В противном случае нижние 25–75 фунтов смолы никогда не увидят сухой воздух. Перед запуском машины удалите нижние гранулы и положите их обратно сверху. Если эту донную смолу обрабатывать «влажно», ее свойства будут нарушены. Для большинства смол не используйте переточку деталей, отлитых из неправильно высушенной смолы. После того, как длинные цепочки порвутся, вы не сможете высушить их и собрать снова. Есть некоторые смолы, для которых дошлифовка допустима, если они правильно высушены, например ABS. Кроме того, следует ли изолировать шланги подачи и возврата воздуха?Другие мелкие проблемы:
- Вы никогда не задумывались, почему некоторые сушилки имеют доохладитель на линии возврата в шкаф? Оказывается, для правильной работы осушающих слоев воздух, поступающий в них, должен быть ниже 150 ° F. Таким образом, если осушитель работает при температуре выше 180 ° F, необходим доохладитель на обратной линии (который не должен быть изолирован), чтобы температура воздуха охлаждалась для осушителей. Идеальная температура для грядок составляет ~ 130 ° F.
- Удивительно, как много нагревательных элементов регенерации не работают должным образом. Если они не работают должным образом, осушитель не будет высушен должным образом. На самом деле мудрее всего будет поставить на панель управления лампочку, которая покажет правильность сопротивления элементов.
- Фильтры чистые? Требуется определенное количество воздуха, нагнетаемого через систему. Если есть много доизмельчения или мелочи, проверяйте их каждый день.
- Часто проверял осушитель. Он все еще активен? Можно провести простой тест, поместив сухой осушитель в небольшое количество воды и наблюдая за повышением температуры. Осушители спекаются и могут загрязняться или разрушаться отходящими газами некоторых смол. Общее правило – менять осушитель каждые 18 месяцев.
- Не забудьте про уплотнения, проверьте на наличие утечек и пережатых шлангов. Сделайте это и сделайте это правильно с первого раза.
- Всегда получайте гранулы, плавящиеся вместе в бункере. Хорошая 200-фунтовая таблетка. В большинстве случаев это не вина смолы. Это осушитель, циркулирующий в недавно регенерированном влагопоглотителе, прежде чем он будет должным образом охлажден. В некоторых системах вы можете получить порцию воздуха с температурой от 350 до 450 °F, поскольку осушитель переключает слои влагопоглотителя.
- Помощь в измерении точки росы. Работайте ниже –25 °F, -40 °F. Это не говорит о том, высохла ли смола, это просто говорит о том, может ли сушилка высушить смолу.
- Анализ влажности должен быть специфичным для влажности. Ознакомьтесь со статьей Майка Сепе в журнале Injection Molding Magazine, март 2002 г., стр. 40-44.
- После высыхания большинство смол впитывают влагу через 15-30 минут. Таким образом, не позволяйте материалам покидать бункер без слоя сухого воздуха.
- Обратите внимание, где сухой воздух входит в бункер, а затем встречается со смолой. Воздух будет двигаться только вверх. Не верьте стрелкам на большинстве чертежей сушилок. Воздух идет по пути наименьшего сопротивления. Дно бункера обычно забито. Таким образом, любая смола ниже точки входа (ищите погружную трубку) сухого воздуха должна быть слита и помещена обратно перед формованием. Не обрабатывайте первые 20-40 фунтов, потому что они мокрые и будут испорчены.
Еще один совет:
Об авторе
Сначала найдите выходное отверстие горячего воздуха для контура регенерации осушителя. Проверьте температуру горячего влажного воздуха, выходящего во время регенерации. Теперь найди умного менеджера/владельца и держи его за руку, пока идет регенерация. Затем спросите себя и его, выбрасываете ли вы сушилку летом в свой кондиционированный дом? Посмотрите, приходят ли какие-нибудь идеи?


 Во время обработки происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Для изготовления хорошего продукта необходимы длинные полимерные цепи. Короткие цепи приводят к некачественному литью.
Во время обработки происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Для изготовления хорошего продукта необходимы длинные полимерные цепи. Короткие цепи приводят к некачественному литью. Воздух пропускается через осушающий слой, что делает его чрезвычайно сухим. Затем этот воздух нагревается до заданной температуры и подается в сушильный бункер, содержащий подлежащий сушке материал. Этот горячий сухой воздух вытягивает влагу из материала; затем насыщенный воздух подается из сушильного бункера и снова проходит через слой влагопоглотителя, чтобы удалить влагу, прежде чем цикл начнется снова. Этот влагопоглотитель имеет ограниченную способность удерживать влагу до того, как его потребуется регенерировать (высушить). Как правило, переработчики пластмасс используют регенеративные или двухбашенные сушилки, и в этом случае, когда слой влагопоглотителя достигает своей влагоудерживающей способности, поток воздуха автоматически переключается на второй слой влагопоглотителя, чтобы процесс сушки продолжался. В то же время первый слой влагопоглотителя регенерируется путем нагревания для удаления влаги, охлаждается, после чего он снова готов к поглощению влаги.
Воздух пропускается через осушающий слой, что делает его чрезвычайно сухим. Затем этот воздух нагревается до заданной температуры и подается в сушильный бункер, содержащий подлежащий сушке материал. Этот горячий сухой воздух вытягивает влагу из материала; затем насыщенный воздух подается из сушильного бункера и снова проходит через слой влагопоглотителя, чтобы удалить влагу, прежде чем цикл начнется снова. Этот влагопоглотитель имеет ограниченную способность удерживать влагу до того, как его потребуется регенерировать (высушить). Как правило, переработчики пластмасс используют регенеративные или двухбашенные сушилки, и в этом случае, когда слой влагопоглотителя достигает своей влагоудерживающей способности, поток воздуха автоматически переключается на второй слой влагопоглотителя, чтобы процесс сушки продолжался. В то же время первый слой влагопоглотителя регенерируется путем нагревания для удаления влаги, охлаждается, после чего он снова готов к поглощению влаги. Роторные осушители имеют постоянную точку росы, в то время как в осушителях с двумя осушителями точка росы вначале очень низкая, но увеличивается по мере насыщения слоя осушителя. Когда поток воздуха переключается на второй слой влагопоглотителя, точка росы снова становится низкой. Контроль точки росы является конструктивной особенностью роторных сушилок, которая позволяет пользователю выбирать точку росы, подходящую для обрабатываемого материала, и поддерживать ее. Это особенно полезная функция, поскольку она практически исключает пересушивание. Некоторые модели роторных осушителей могут сэкономить до 40 % энергопотребления по сравнению с наиболее эффективными осушителями с двумя осушителями благодаря более низкой температуре регенерации. Эта цифра зависит от производителя осушителя и может быть меньше, если в конструкцию входит только трехступенчатая схема. Доступна 4-ступенчатая технология. В роторных осушителях используется вращающееся колесо, которое непрерывно подает осушенный осушитель благодаря своей способности регенерировать осушитель, насыщенный влагой, за один и тот же цикл вращения.
Роторные осушители имеют постоянную точку росы, в то время как в осушителях с двумя осушителями точка росы вначале очень низкая, но увеличивается по мере насыщения слоя осушителя. Когда поток воздуха переключается на второй слой влагопоглотителя, точка росы снова становится низкой. Контроль точки росы является конструктивной особенностью роторных сушилок, которая позволяет пользователю выбирать точку росы, подходящую для обрабатываемого материала, и поддерживать ее. Это особенно полезная функция, поскольку она практически исключает пересушивание. Некоторые модели роторных осушителей могут сэкономить до 40 % энергопотребления по сравнению с наиболее эффективными осушителями с двумя осушителями благодаря более низкой температуре регенерации. Эта цифра зависит от производителя осушителя и может быть меньше, если в конструкцию входит только трехступенчатая схема. Доступна 4-ступенчатая технология. В роторных осушителях используется вращающееся колесо, которое непрерывно подает осушенный осушитель благодаря своей способности регенерировать осушитель, насыщенный влагой, за один и тот же цикл вращения. В то время как осушающий слой, используемый в традиционных сушилках-осушителях, состоит из гранул осушителя и глиняного связующего вещества, которое разлагается, в сушилках с вращающимся колесом используется в 3 раза больше чистого осушителя. Влагопоглотители в осушителях с двумя башнями регенерируют при температуре 320°C, однако в роторной сушилке это составляет 140°C. Они не используют охлажденную воду и не требуют сжатого воздуха.
В то время как осушающий слой, используемый в традиционных сушилках-осушителях, состоит из гранул осушителя и глиняного связующего вещества, которое разлагается, в сушилках с вращающимся колесом используется в 3 раза больше чистого осушителя. Влагопоглотители в осушителях с двумя башнями регенерируют при температуре 320°C, однако в роторной сушилке это составляет 140°C. Они не используют охлажденную воду и не требуют сжатого воздуха.  Этот метод сушки вообще не использует влагопоглотитель и поэтому не только экономит расходы, но и экономит время, необходимое для обслуживания и замены влагопоглотителя. Малое время сушки, предлагаемое этими машинами, снижает риск деградации материала из-за воздействия на материал длительного времени сушки.
Этот метод сушки вообще не использует влагопоглотитель и поэтому не только экономит расходы, но и экономит время, необходимое для обслуживания и замены влагопоглотителя. Малое время сушки, предлагаемое этими машинами, снижает риск деградации материала из-за воздействия на материал длительного времени сушки.  Во время обработки в бочке происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Длинные цепи – достойные свойства, короткие цепи – детали выйдут из строя. Забудьте о расширении; требуется всего лишь немного воды, чтобы нанести ущерб. Расплескивание происходит при большом количестве воды. Детали будут выглядеть нормально, но не работать. Что еще хуже, если неисправная деталь будет сохранена, может быть возбужден судебный процесс. Деталь можно легко проанализировать, чтобы проверить размер цепи. Итак, умный формовщик следит за тем, чтобы сушилка работала. Будет меньше проблем с обработкой, так как влага часто влияет на вязкость. Последовательная и правильная сушка обеспечивает более надежный и стабильный процесс.
Во время обработки в бочке происходит химическая реакция (гидролиз), укорачивающая длинные полимерные цепи. Длинные цепи – достойные свойства, короткие цепи – детали выйдут из строя. Забудьте о расширении; требуется всего лишь немного воды, чтобы нанести ущерб. Расплескивание происходит при большом количестве воды. Детали будут выглядеть нормально, но не работать. Что еще хуже, если неисправная деталь будет сохранена, может быть возбужден судебный процесс. Деталь можно легко проанализировать, чтобы проверить размер цепи. Итак, умный формовщик следит за тем, чтобы сушилка работала. Будет меньше проблем с обработкой, так как влага часто влияет на вязкость. Последовательная и правильная сушка обеспечивает более надежный и стабильный процесс. Спросите фермера, почему. Это связано с потоком через бункер. Промышленность делала это неправильно в течение 40 лет.
Спросите фермера, почему. Это связано с потоком через бункер. Промышленность делала это неправильно в течение 40 лет. После того, как длинные цепочки порвутся, вы не сможете высушить их и собрать снова. Есть некоторые смолы, для которых дошлифовка допустима, если они правильно высушены, например ABS. Кроме того, следует ли изолировать шланги подачи и возврата воздуха?
После того, как длинные цепочки порвутся, вы не сможете высушить их и собрать снова. Есть некоторые смолы, для которых дошлифовка допустима, если они правильно высушены, например ABS. Кроме того, следует ли изолировать шланги подачи и возврата воздуха?

 Проверьте температуру горячего влажного воздуха, выходящего во время регенерации. Теперь найди умного менеджера/владельца и держи его за руку, пока идет регенерация. Затем спросите себя и его, выбрасываете ли вы сушилку летом в свой кондиционированный дом? Посмотрите, приходят ли какие-нибудь идеи?
Проверьте температуру горячего влажного воздуха, выходящего во время регенерации. Теперь найди умного менеджера/владельца и держи его за руку, пока идет регенерация. Затем спросите себя и его, выбрасываете ли вы сушилку летом в свой кондиционированный дом? Посмотрите, приходят ли какие-нибудь идеи? Компетентный в характеристике и анализе смолы, его специализация — практическое обучение литью под давлением как на малых, так и на больших машинах. Национальное признание получено за счет десяти патентов, более 60 статей, посвященных пластмассам, обработке, спецификациям машин и более чем 12-летнему участию в национальных семинарах. Тематические статьи, такие как «Производительность»; от журнала Plastics World и «Научное литье» от журнала Injection Molding Magazine Октябрь, ноябрь и 19 декабря97, выделили пару образцовых историй болезни. Ознакомьтесь с августовским выпуском 2001 года, чтобы узнать о применении Универсального установочного листа. Джон является инициатором научного литья под давлением и преподает точку зрения пластика на проектирование и обработку со страстью, которую вы запомните. Потратьте немного своего драгоценного времени на изучение практических методов формования, которые увеличат вашу прибыль завтра, устраняя состояние «пожаротушения», которое в настоящее время встречается на многих формовочных предприятиях.
Компетентный в характеристике и анализе смолы, его специализация — практическое обучение литью под давлением как на малых, так и на больших машинах. Национальное признание получено за счет десяти патентов, более 60 статей, посвященных пластмассам, обработке, спецификациям машин и более чем 12-летнему участию в национальных семинарах. Тематические статьи, такие как «Производительность»; от журнала Plastics World и «Научное литье» от журнала Injection Molding Magazine Октябрь, ноябрь и 19 декабря97, выделили пару образцовых историй болезни. Ознакомьтесь с августовским выпуском 2001 года, чтобы узнать о применении Универсального установочного листа. Джон является инициатором научного литья под давлением и преподает точку зрения пластика на проектирование и обработку со страстью, которую вы запомните. Потратьте немного своего драгоценного времени на изучение практических методов формования, которые увеличат вашу прибыль завтра, устраняя состояние «пожаротушения», которое в настоящее время встречается на многих формовочных предприятиях.